English
English हिन्दी
हिन्दी
Autoclave Moulding (Pressure Vessel Moulding)
Maximizing performance of thermoset composite materials requires, amongst other things, an increase in the fiber to resin ratio and removal of air pockets or voids. This can be achieved by subjecting the material to elevated pressures and temperatures. As described in the vacuum bagging section, some pressure can be exerted by applying a vacuum to a sealed bag containing the resin/fiber lay-up on the tool. The most controllable method of achieving this for an infinite variety of different shapes and sizes is by applying a compressed gas into a pressure vessel containing the composite lay-up on the tool. In practice, this is achieved in an autoclave.
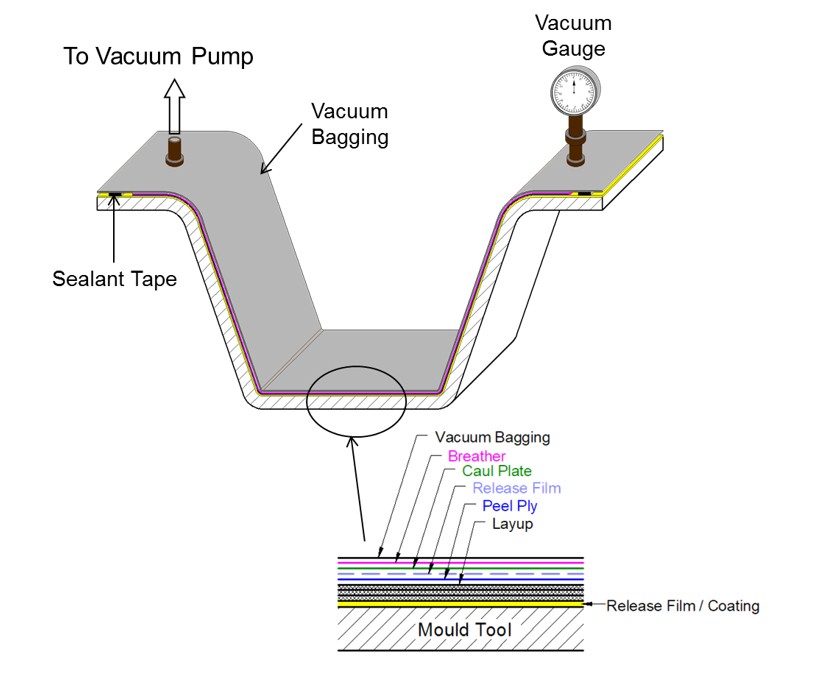
Autoclave moulding is similar to the vacuum bag process, except that the lay-up is subjected to greater pressures by introducing the mould containing vacuum bagged wet layup into an autoclave pressure vessel maintained at higher pressures (7 to 9 bars) and elevated temperatures (125ºC to 175ºC). The use of elevated pressure facilitates higher consolidation of layers and hence a higher fibre fraction in the cured composite product. Most invariably, the autoclave moulding involves use of pre-impregnated and partially cured reinforcement fabric (B - stage prepreg stored in a deep freezer) as the composite precursor material. Autoclave moulded products are best examples of maximum structural efficiency, however, achievable at a premium cost and use of highly sophisticated and expensive manufacturing schedules. A schematic of the autoclave process is presented below (Fig. 5).
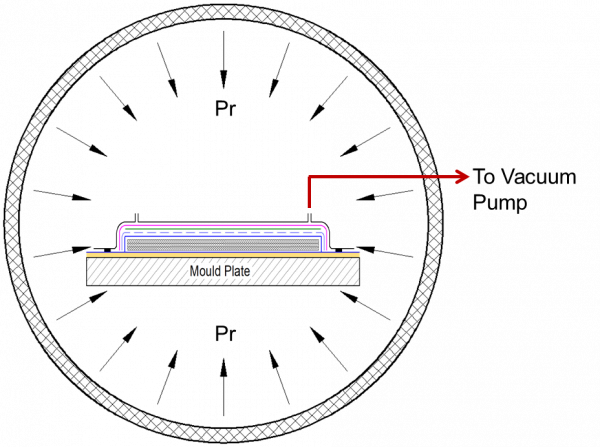
Fig. 5: Autoclave Moulding Process